|
LJ_HJ107
说明:
TY・HJ107是熔炼型无锰中硅中氟焊剂。呈灰黑色浮石状颗粒,粒度为10-60目(2.0~0.3mm)或8-40目(2.5~0.45mm)。使用直流电源,在较高的电弧电压下焊接时,熔深较浅,电弧稳定,焊缝成型美观;焊剂消耗量低,易脱渣。由于焊剂中含有较多的CaF2,又加入了冰晶石,抗气孔和抗裂纹能力均有提高,在焊剂中加入了Cr2O3既可起到浮石化作用,又可减少不锈钢焊接过程中Cr的损失。
用途:
配合适当焊丝或焊带(如HOCr21Ni10,HOCr20Ni10Ti,HOOCr21Ni10,HOOCr24Ni12Nb,HOCr16Mn16等)进行堆焊焊接,可获得良好的堆焊层。适用于核容器及石油化工设备耐腐蚀层的堆焊和不锈钢复合层的堆焊以及压力容器的堆焊,如配合HOCr16Mn16焊丝用于高锰钢(Mn13)道岔的堆焊,也可用于焊接含铌不锈钢等。
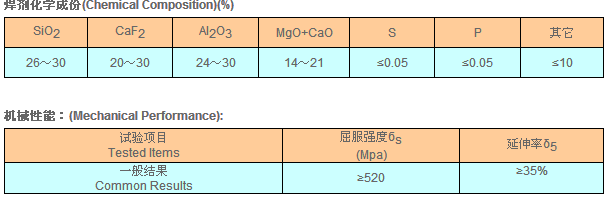
堆焊层性能:
(配HOOCr26Ni12过渡层焊接,HOOCr21Ni10作表面层焊带,在厚度50mm,18MnMoNb钢板上堆焊。)
注意事项:
1、焊接前须清除焊接表面的油污、水份、铁锈等杂质。
2、焊接前焊剂须经250-300℃烘焙2小时。
|